
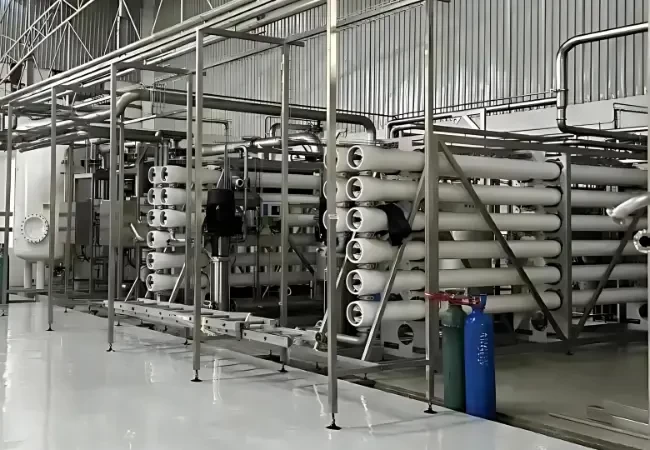
Industrial Brackish Water Reverse Osmosis System
Brackish water Reverse osmosis systems produce high purity water, removing up to 98% of dissolved inorganics and over 99% of large dissolved organics, colloids and particles. The Advanced is equipped with plastic covers granting protection and robust design. It is a plug & play unit suitable for transportation in a container and conforms to European standards.
Brackish water Reverse Osmosis Features & Benefits
- Low energy membranes result in lower operating pressure giving cost savings
- Feed salinity up to 5000 mg/l TDS (NaCl)
- 1μm pre-filtration included within the unit for membrane protection.
- Dry run monitor & pump protection
- Concentrate throttling valve for flow adjustment and concentrate recirculation.
- Instrument allocated in frontal control block part for comfortable accessibility and workability.
- Skid-mounted, standardised systems; short lead times, quick installation and start-up.
- CIP connections forwards installed.
- HMI Touchscreen "7-14" modern interface user friendly. Fully configurable and simple operation, monitoring of pressure, flow rate, conductivity and temperature values.
- Data logging
Applications
- Boiler feed
- Industrial utility water
- Water and juice production
- Biotechnologies
- Industrial process water
- Pharmaceuticals
- Reuse / recycling
- Hospitals
- Healthcare
- Laboratory
Water Treatment Systems
- Reverse Osmosis plant
- Multi Media Filter
- High Rate Solid Contact Clarifier - HRSCC
- PRO ATHENA
- BEV Systems
- PRO MINI
- HERO Modular Systems
- SeaTECH Series
- SKYLINE Seawater RO
- SeaPRO E-Series
- Turbidity Treatment
- Mineral Dosing
- Iron Removal
- Silica Removal
- Seawater Desalination
- Mixed Bed Deionizer
- Electrodeionization (EDI)
- Ozonation & UV
- Closed Circuit Reverse Osmosis
- Sewage Treatment Plant (STP)
- Effluent treatment Plant (ETP)
- Odour Control System
- Anaerobic Reactor (UASBR)
- Dissolved Air Flotation (DAF) Systems
- MBBR-Effluent treatment
- Membrane Bio Reactor
- Continuous Fill Batch Reactor
- Sequential Batch Reactor (SBR)
- Zero Liquid Discharge System